
Product Application
LG-40/LG-63/LG-80/LG100 built-in air pump type inverter air plasma cutting machine is our exclusive for mobile operation, outdoor installation and narrow space and other users to develop new products. Completely changed the original plasma arc cutting machine generally need to configure air compressor with the mode of use. Using foreign special power devices and the latest inverter control IC development and production of high-tech products, it not only in the cutting thickness, slit finish, arc easy to carry out, cutting current continuously adjustable far ahead of traditional products and other inverter cutting machine
1.Adopt IGBT soft switch inverter technology, small volume, light weight, easy to move, fan intelligent control, energy saving.
2. High load duration, it is an efficient equipment
3. The function of accurate preset cutting current
4. Stable arc pressure, fast cutting speed, smooth cutting surface and small deformation
5. The cutting current rises slowly, gas delay stop function, can effectively protect the cutting torch
6. The unique high-frequency arc starting method reduces the interference to the CNC system.
8. Suitable for CNC cutting machine, robot matching, can be installed on the CNC gantry frame

Advantage
portable, energy-saving, low noise, built-in compressor maintenance-free, and with three phase missing phase and three phase fault phase automatic protection function, high reliability. It only USES three phase 380V power supply can work, cutting cost is low, can cut stainless steel, copper, aluminum, titanium, cast steel, alloy steel, carbon steel, composite metal and all other metal materials. Cut-40/63/80/100 also adds the function of manual welding with welding rods, which can be used in one machine.


Technical data:
| Model | LG-63Z | LG-100Z | CUT-63 | CUT-100 |
| voltage | 380V±10% | 380V±10% | 380V±10% | 380V±10% |
| Rated input current | 12.5A | 21A | 12.5A | 21A |
| Rated output current | 63A | 100A | 63A/280A | 100A/350A |
| Cutting current adjustment range | 20-63A | 20-100A | 20-63A | 20-100A |
| Cutting rated no-load voltage | 300V | 330V | / | / |
| Rated load duration | 0.6 | 0.6 | 0.6 | 0.6 |
| Way of working | Un-touched | Un-touched | Un-touched | Un-touched |
| air pressure | 0.3--0.6Mpa | 0.3-0.6Mpa | 0.3-0.6Mpa | 0.3-0.6Mpa |
| Optimum cutting thickness | ≤20mm | ≤32mm | ≤20mm | ≤32mm |
| Gas lag time | 6s | 6s | 6s | 6s |
| weight | 38kg | 45kg | 45kg | 50kg |
| dimension | 530*335*510mm | 630*335*560mm | 630*335*560mm | 700*335*560mm |
Operation method:
1. Connect the input cable to the three-phase 380V power supply, and note that the section of the power line connecting the input cable should be greater than 2.5 square mm.
2. Close the power switch of the cutting machine, the power indicator is on, and the cooling fan works; Set the function switch to the position of "gas detection", the built-in air pump will start, and there should be air ejection on the cutting torch. If the air pump is not started successfully, it may be that the phase of the power input is connected wrong, please replace any two positions of the live wire, or it may be a three-phase missing phase, please check whether the power input is missing phase;
3. Put the function switch in the position of "cutting", press the switch of cutting torch handle, and the cutting torch should be equally pneumatic.
4, according to the cutting workpiece thickness and material, select the appropriate current and cutting speed.
5. Cutting:
With a P80 non-contact cutting gun, hold the cutting torch to the starting position, aim the nozzle at the cutting workpiece, tilt the cutting torch forward by 15 degrees, and press the cutting torch handle switch. After the workpiece penetrates, start moving the cutting torch; After cutting, release the handle switch.
6. Welding: place the function switch in the position of "manual arc welding", remove the plasma cutting gun, insert the quick connection of welding handle into the socket of "welding handle wire", adjust the appropriate current and start welding.




Related Products
 Plasma power source misnco brand
Plasma power source misnco brand Plasma power source huayuan brand
Plasma power source huayuan brand overseas service mini cnc cutting machine philippines
overseas service mini cnc cutting machine philippines 500W 700W 1000W cnc sheet metal fiber laser cutting machine
500W 700W 1000W cnc sheet metal fiber laser cutting machine 500W 1000W 2000W Fiber Laser Cutting Machine For Steel Plate and Pipe
500W 1000W 2000W Fiber Laser Cutting Machine For Steel Plate and Pipe 1325 sheet metal plates cnc plasma cutter
1325 sheet metal plates cnc plasma cutter cnc router metal cutting machine
cnc router metal cutting machine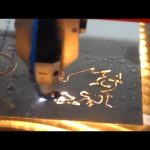 1325 stainless steel portable plasma cnc cutting machine
1325 stainless steel portable plasma cnc cutting machine portable cnc flame plasma cutting machine
portable cnc flame plasma cutting machine low cost cnc plasma cutting machine iron rod cutting machine circle cutting machine
low cost cnc plasma cutting machine iron rod cutting machine circle cutting machine